Menu
La gama SRU de bombas de lóbulo rotativo ha sido diseñada para una extensa variedad de aplicaciones en diferentes industrias (fabricación de cerveza, láctea, farmacéutica y química). La bomba SRU puede manejar medios con viscosidad de elevada a baja y, por su acción de bombeo delicado y de corte bajo característico, es perfecta para productos como natas, gelatinizados, emulsiones, mezclas aireadas, células delicadas y sólidos orgánicos en suspensión.
La bomba SRU es apropiada para el proceso CIP (limpieza in situ) y se ajusta a la normativa estándar de uso sanitario 3-A de los EE. UU. Además, la gama SRU ha sido reconocida por el EHEDG (Grupo Europeo de Diseño de Equipos Higiénicos) como limpiable mediante procesos CIP según su protocolo. La gama de bombas SRU también cuenta con certificación para uso en atmósferas potencialmente explosivas según la directiva ATEX 94/9/CE Grupo II, Categorías 2 y 3, con clasificación de temperatura T1 a T4. El diseño modular ofrece mayor flexibilidad de aplicaciones y ahorro de costes, así como un mantenimiento fácil y eficaz.
La gama SRU tiene un tamaño compacto y una eficiencia elevada, con capacidad para velocidades de flujo de hasta 106 m³/h y presiones de hasta 20 bar. El nuevo diseño mejorado por módulos ofrece una flexibilidad de aplicaciones más amplia y un mayor ahorro de costes, así como un mantenimiento fácil.
La caja de engranajes de la bomba SRU, con su diseño de bomba de lóbulo convencional, tiene un reductor resistente de hierro fundido que ofrece máxima rigidez de eje y facilita la sustitución sencilla de la junta de aceite. La gama SRU en las series 1-4 tiene un diseño de caja de engranajes universal. Así se ofrece la flexibilidad de montar las bombas con toberas de entrada y salida verticales u horizontales cambiando el pie y su posición. La gama SRU en las series 5 y 6 tiene reductores de hierro fundido que permiten también que las toberas de entrada y salida se coloquen tanto en plano vertical como horizontal.
La SRU estándar tiene un diseño de uso sanitario con toberas de entrada y de salida con perforación completa según la normativa internacional, con lo que se optimiza la eficacia de las toberas de entrada y de salida y las características de NPSH. Asimismo, existe la posibilidad de elegir un diámetro mayor y toberas rectangulares para manejar productos con viscosidad elevada.
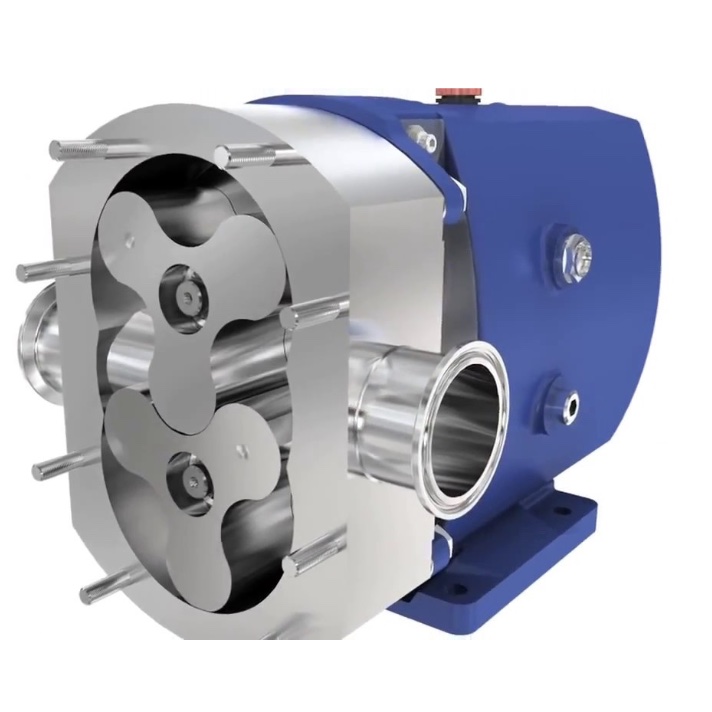
La SRU estándar tiene rotores de triple lóbulo con la posibilidad de optar por rotores de doble lóbulo para el manejo de fluidos con grandes contenidos de sólidos delicados. Todos los rotores se encuentran disponibles en tres escalas de temperatura, con lo que la bomba puede utilizarse a temperaturas de proceso máximas de 70 °C, 130 °C y 200 °C tanto para bombeo de fluido como para el proceso CIP.
Todos los componentes en contacto con el producto son en 316L.
Elastómeros bañados por producto de EPDM, MVQ, FPM, todos de conformidad con la normativa FDA. También PTFE para aplicaciones químicas.
Bombas y equipos de bombeo
Un técnico a tu servicio. Tu especialista en bombas. Tu consultor de bombeo.
Francesc Tosquelles i Albert, 1
08339 Vilassar de Dalt
Teléfono: 932661780
correo electrónico: byeb@byeb.es



CONTRACTACIÓ DE PERSONES JOVES EN SITUACIÓ D’ATUR PER A EMPRESES I COOPERATIVES DE TREBALL ASSOCIAT
Aquesta actuació està subvencionada pel SOC, i finançada al 100% pel Fons Social Europeu com a part de la resposta de la Unió Europea a la pandèmia de COVID-19.

INSTAL·LACIÓ D’UN SISTEMA FOTOVOLTAIC PER AUTOCONSUM
Proyecto acogido al programa de incentivos ligados al autoconsumo y almacenamiento, con fuentes de energía renovable, así como la implantación de sistemas térmicos renvoables en el sector residencial en el marco del Plan de Recuperación, Transformación y Resilencia, financiado por la Unión Europea – NextGenerationEU
#PlanDeRecuperación
Beneficiario: BOMBAS Y EQUIPOS DE BOMBEO SL.
Componente (C7:l1): DESARROLLO DE ENERGÍAS RENOVABLES.
Inversión Total: 12.560,86€
Importe de la ayuda: 3.767,86€
Potencia (kW): 11,83 kW
Real Decreto: 477/2021

BOMBAS Y EQUIPOS DE BOMBEO, S.L. ha recibido una ayuda para su proyecto de autoconsumo “Instal·lació d’un sistema fotovoltaic per autoconsum”, cofinanciada por el Mecanismo Europeo de Recuperación y Resiliencia PRTR-Next Generation EU, coordinada por el Ministerio para la Transición Ecológica y el Reto Demográfico través de IDAE y gestionada por las autonomías según el Real Decreto 477/2021, con el objetivo de conseguir una economía más limpia y sostenible. Se ha elaborado un proyecto de autoconsumo con fuentes de energía renovable, consistente en una instalación de placas fotovoltaicas en las instalaciones de BOMBAS Y EQUIPOS DE BOMBEO, S.L. en Badalona (Barcelona). En este proyecto se han instalado 26 módulos de 455 Wp con una potencia total de 11,83 kWp.
©BYEB 2026. Todos los derechos reservados. | Aviso legal | Política de privacidad | Política de Cookies
Disseny web: aTotArreu.com